联系我们
联系我们


起弧指令“ARC ON”包含起弧设置、程序号和焊枪前一点到焊缝起点的移动参数。
一旦起弧指令开始执行,系统会扫描信号“I_WELD_COND”,以确定焊机是否准备好。当焊枪到达起弧位置,发出起弧信号“O_WELD_START[ ]”。
电弧建立以后,焊接电源会反馈信号“I_START_MOVE[ ]”,此时机器人即会按照预设的轨迹和速度移动,并发出信号“O_ACK_START[ ]”通知焊机已经开始焊接。
”ARC ON”指令不能设置逼近过渡的运动方式;焊枪会**到达焊缝起点位置。一些朋友提出的刮擦起弧的方式是做不到的。

收弧指令
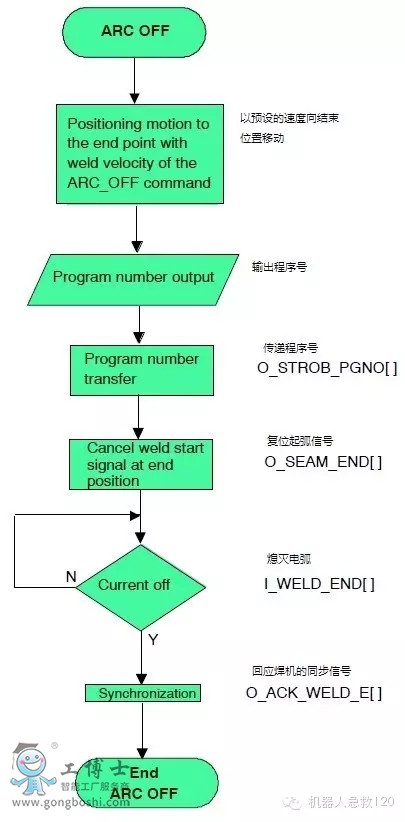
收弧指令“ARC END”包含焊接参数号、运动参数、摆动参数和收弧参数。
”ARC OFF”指令不能设置逼近过渡的运动方式;焊枪会**到达焊缝终点位置。

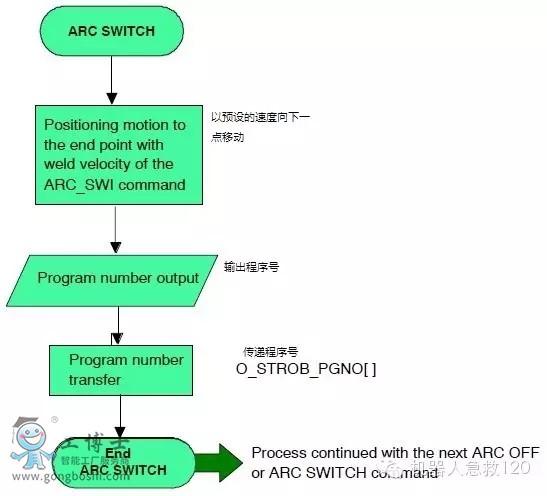
参数切换指令
“ARC SWITCH”用在“ARC ON”和“ARC OFF”之间,一条焊缝需要分段控制运动参数或焊接参数的情况下使用。
焊缝中间点不必要**到达的情况下,建议设置合适的逼近区域。